Featured
Table of Contents
Achter hybride abrasieve waterstraal:Het toevoegen van abrasieve materialen aan de waterstraal nadat deze gevormd is, wordt een achterwaarts gemengde abrasieve waterstraal genoemd. Het mengeffect is iets slechter en vereist een hoge druk, maar de straalpijp slijt minder - cnc draaien velgen. Het theoretisch onderzoek en de toepassingstechnologie van de achterwaarts gemengde abrasieve waterstraal zijn relatief volwassen en het wordt veel gebruikt in veel industriële sectoren
Niet-ondergedompelde abrasieve waterstraal. Ondergedompelde waterstraal verwijst naar de straal die zich in water bevindt vanaf de uitlaat naar het werkstuk, wat de kenmerken heeft van snelle straalverspreiding, uniforme snelheidsverdeling en dynamische druk (cnc draaien velgen). Niet-ondergedompelde waterstraal betekent dat de straal in de natuurlijke staat van lucht van de uitlaat naar het werkstuk gaat
Bij het snijden van een doelmateriaal met een abrasieve waterstraal bij een bepaalde verplaatsingssnelheid van de straal, schiet een deel van de waterstraal met een constante snelheid naar het doelmateriaal, terwijl een ander deel de snijkracht vermindert naarmate het dieper in het materiaal doordringt - cnc draaien velgen. Als gevolg hiervan lijkt het snijoppervlak te buigen in de tegenovergestelde richting van de straaltraverse, zoals te zien is in Figuur a hieronder
Vanaf dit punt begint de snijcyclus opnieuw met de overgang van glad snijden en slijpen naar deformatie-erosie en slijpen. cnc draaien velgen. Tijdens dit proces blijft het hele snijoppervlak veranderen in een verplaatsingsinterval en omdat de afbuiging van de abrasieve waterstraal een boog benadert, vormt het een snijdoorsnede met een golfvormig interval langs de richting van de jetbeweging
Cnc Draaien China
. Hashish, gebaseerd op de theorie van erosie door vaste deeltjes van Finnie en Bitter, en een reeks visualisatie-experimenten, stelt voor dat het proces van materiaalverwijdering door een abrasieve waterstraal bestaat uit twee gebieden: snijslijtage en vervormingsslijtage, zoals weergegeven in de onderstaande figuur. In het slijtagegebied, d.w.z. cnc draaien velgen (RVS draaien). voordat de snijdiepte hC bereikt, botsen de slijpdeeltjes onder een kleine hoek op het materiaal en wordt het materiaal microsnijdend verwijderd
De slijpdeeltjes raken het materiaal onder een grote hoek en het materiaal wordt verwijderd in een deformatieslijtagemodus. cnc draaien velgen. Op deze basis verkrijgt M. Hashish de wiskundige modellen voor de snijdiepte in het slijtagegebied en de snijdiepte in het deformatieslijtagegebied:waarbijhc de snijdiepte (mm) voor de slijtagemodus;hd de snijdiepte (mm) voor de deformatieslijtagemodus;Ck de karakteristieke snelheid (m/s);dj de straaldiameter (mm) is;m de massastroom van slijpdeeltjes is (g/s);Ve de kritische snelheid (m/s) van de slijpdeeltjes;Vo de beginsnelheid (m/s) van de slijpdeeltjes;ρp de dichtheid (g/cm3) van de slijpdeeltjes;u de verplaatsingssnelheid (mm/s) van de spuitmond is;Cf is de wrijvingscoëfficiënt; σ is de schuifspanning (MPa).Dit model bevat bijna alle parameters voor abrasieve waterstraalbewerking
Daarom kunnen de resultaten van verschillende operators variëren (cnc draaien velgen). Omdat abrasief waterstraalsnijden een zeer complex proces is, zijn er veel parameters die de snijprestaties kunnen beïnvloeden. Deze parameters omvatten dynamische parameters (diameter sproeier, waterdruk), abrasieve parameters (abrasiefmateriaal, grootte, debiet), abrasieve sproeierparameters (diameter sproeier, lengte, materiaal), snijparameters (snijsnelheid, afstand, impacthoek, aantal sneden), werkstukparameters (hardheid), enzovoort
Wanneer de verplaatsingssnelheid en materiaaldikte constant zijn, is er een optimale afstandswaarde die resulteert in de diepste snedediepte - cnc draaien velgen. Naarmate de afstand toeneemt, neemt de groefbreedte geleidelijk toe. Wanneer de druk constant is, geldt: hoe lager de verplaatsingssnelheid, hoe dieper de snedediepte. M. Hashish is een van de eerste onderzoekers die onderzoek deed naar abrasieve waterstraalbewerking
Bovendien merkte hij op dat er geen thermische spanning of vervormingsspanning is in de snijzone. Hij besprak ook het effect van verschillende snijparameters op de materiaalbewerkingsprestaties en de materiaalverwijderingssnelheid en wees erop dat het optimaliseren van de snijparameters de snijprestaties sterk zal verbeteren. cnc draaien velgen. Sindsdien heeft een grote hoeveelheid binnenlands en buitenlands onderzoek en toepassing van abrasieve waterstraalbewerking zich voornamelijk gericht op snijden
Youtube Draadvonken
Het belangrijkste probleem dat moet worden opgelost is de controle over de vorm van de snijkant en de snijdiepte (cnc draaien velgen). Dankzij de ontwikkeling en verbetering van de belangrijkste apparatuur voor abrasief watersnijden en het wiskundige model van het precieze snijmechanisme kan deze technologie metalen materialen met een dikte van 100-200 mm en harde brosse materialen met een dikte van ongeveer 50 mm snijden
Hoe dichter het bij de onderkant van het werkstuk komt, hoe duidelijker het "staartflikkerende" fenomeen wordt, dat de oppervlakteruwheid, vorm en positienauwkeurigheid van het gesneden werkstuk sterk beïnvloedt. Door het snijproces te optimaliseren en zwenkbare snijkoptechnologie met tolerantieregelaars te gebruiken, kan de snijnauwkeurigheid van de incisie intelligent gecompenseerd worden, waardoor de verwerkingskwaliteit verbetert.
Figuur 5 toont het bewerkingsschema en het product. Figuur 5 Schematisch diagram van slapend materiaal waterstraal frezen en abrasief waterstraal frezen monsterHoewel deze technologie zich nog in de experimentele onderzoeksfase bevindt, hebben veel onderzoekers het mechanisme en het proces van deze nieuwe abrasieve waterstraaltechnologie bestudeerd (CNC draai freezen). M. cnc draaien velgen. Hashish en anderen stelden de haalbaarheid van abrasief waterstraalfrezen voor en ontdekten dat de verplaatsingssnelheid van het mondstuk een belangrijke parameter is die de uniformiteit van het frezen beïnvloedt
Door het mechanisme van puinvorming bij enkel frezen, dubbel frezen en multifrezen te bestuderen, voorspelden ze dat slijtage door vervorming het belangrijkste snijmechanisme is bij het frezen van vezelversterkte kunststoffen (cnc draaien velgen). Ze analyseerden ook de effecten van de druk van de straal, de doelafstand, de verplaatsingssnelheid van de spuitmond en het abrasiefdebiet op de materiaalverwijderingssnelheid, de freesdiepte en de freesbreedte
Verspaningen: Draaien En Frezen Conventioneel
Paul et al. bestudeerden het effect van verschillende freesparameters op de groefdiepte en materiaalverwijderingssnelheid bij abrasief waterstraalfrezen en stelden een empirisch model op met behulp van regressieanalyse. Er is minder onderzoek gedaan naar abrasief waterstraalfrezen van harde en brosse materialen. Zeng JY bestudeerde het effect van de inslaghoek van de straal op het slijpen met een waterstraal van polykristallijn keramiek en ontdekte dat de optimale materiaalverwijderingssnelheid kan worden verkregen wanneer de straalhoek 90 graden is tijdens de inslag van de straal.
Abrasief waterstraal boren kan worden onderverdeeld in twee bewerkingsmethoden: boren en doorboren (cnc draaien velgen). Doorboren is het proces waarbij het materiaal langs een cirkelvormige curve wordt gesneden om een gat met een grotere diameter te vormen. Dit proces is geëvolueerd van contoursnijden met abrasieve waterstraal, zoals te zien is in de volgende figuur (gat #9).Figuur 6 Schematisch diagram van abrasieve waterstraalboring en voorbeeld van abrasieve waterstraalboringBoren is het proces van het bewerken van gaten met een kleinere diameter zonder gaten, zoals te zien is in de rechter figuur (gaten #3-#8)
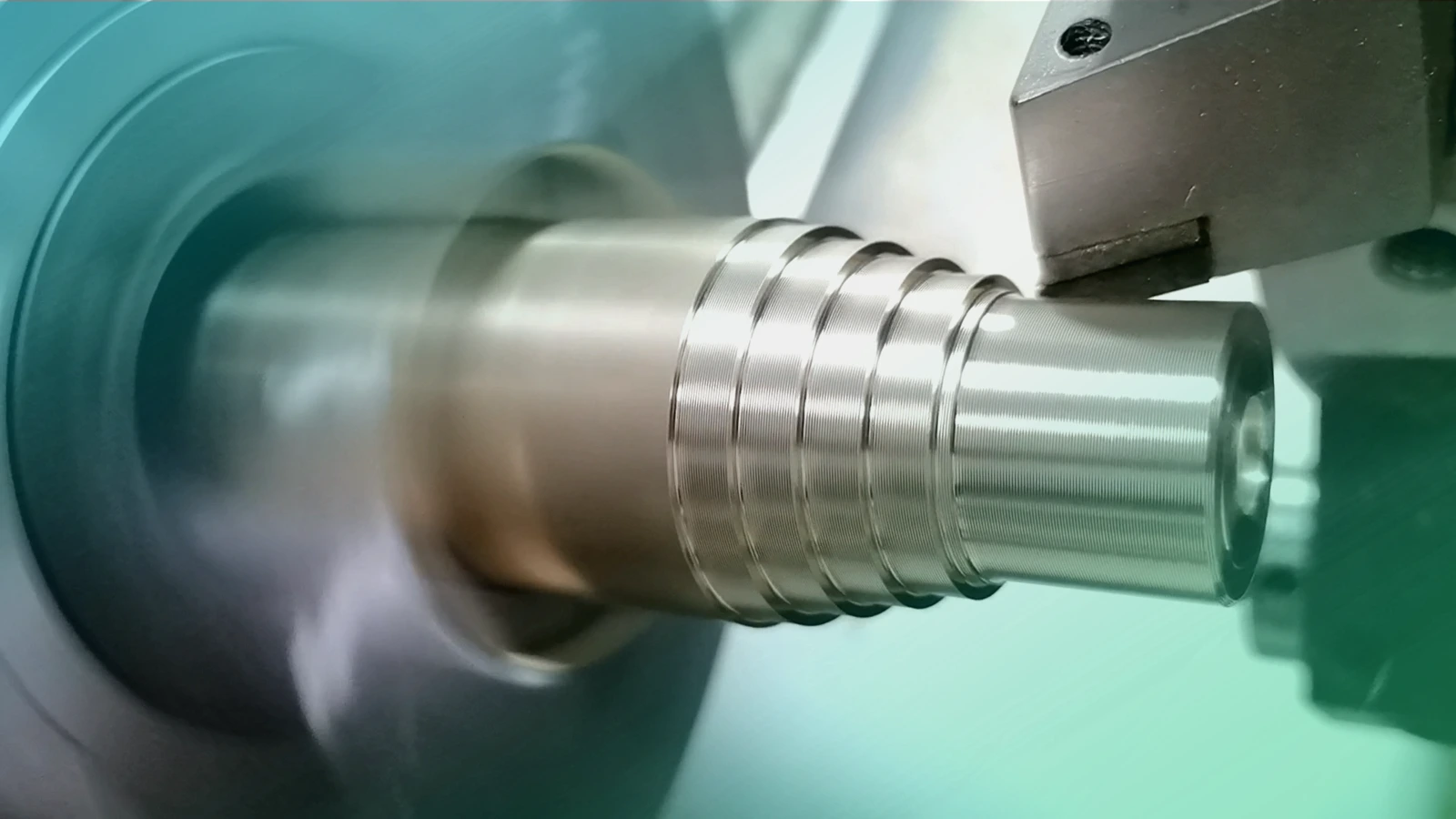
Abrasief waterstraaldraaien is vergelijkbaar met enkelpuntssnijden op een conventionele draaibank, waarbij gebruik wordt gemaakt van de rotatie van het werkstuk en de lineaire of kromlijnige beweging van de snijkop om materiaal van het werkstuk te verwijderen - cnc draaien velgen. Het bewerkingsschema en het product worden getoond in afbeelding 7. De voordelen van abrasief waterstraaldraaien zijn onder andere een lage snijkracht, geen thermische schade aan het werkstuk en fijne spanen zonder spaanbreekproblemen
Hashish stelde het concept van abrasief waterstraaldraaien voor het eerst voor in 1987 en wees erop dat abrasieve waterstraal gebruikt kan worden om speciale moeilijk te bewerken materialen te draaien, zoals koolstof/metaalcomposieten, glas en keramiek om het volgende te verkrijgen complexe vormen - cnc draaien velgen.Ansari et al. toonden aan dat abrasief waterstraaldraaien superieur is aan conventioneel draaien op draaibanken voor moeilijk te bewerken materialen, met snelheden die 5-10 keer hoger liggen voor het bewerken van SiC-keramiek
Cnc Draai Freezen
Manu et al (cnc draaien velgen). onderzochten het effect van de hellingshoek van het mondstuk op de vorm van het product tijdens abrasief waterstraaldraaien. Naast de hierboven beschreven abrasieve waterstraalbewerkingstechnologie hebben onderzoekers in binnen- en buitenland onderzoek gedaan naar en gerapporteerd over bewerkingstechnieken voor composieten met behulp van abrasieve waterstralen. Micro abrasive-jet guided laser micro-machining is bijvoorbeeld een samengestelde bewerkingstechnologie van waterstralen en lasers die volledig gebruik maakt van de kenmerken van waterstraaltechnologie en effectief problemen oplost zoals het kleine effectieve bewerkingsbereik en thermische effecten in traditionele lasers
Vergeleken met zuivere waterstralen verlagen abrasieve stralen de druk die nodig is om te snijden aanzienlijk bij hetzelfde snijdoel, wat de voordelen van veiligheid en betrouwbaarheid benadrukt. Wanneer metaal snijden. kunststof frezen - cnc draaien velgen met abrasieve waterstralen worden over het algemeen geen vonken gegenereerd, waardoor ontsteking of explosie van schadelijke gassen in de buurt van het snijgebied wordt voorkomen

Rondom snijden is mogelijk en het snijden van driedimensionale gebogen oppervlakken is eenvoudig, waardoor het mogelijk is om werkstukken van verschillende vormen te snijden. cnc draaien velgen. De snijcondities zijn eenvoudig te regelen, waardoor automatische aanpassing en besturing met behulp van computers mogelijk is. De apparatuur heeft een hoog vermogen nodig. Het mondstuk slijt snel
{kind=link}
Latest Posts
Legbordstellingen Voor Kleine Onderdelen
Draagarmstellingen Met Verstelbare Armen
Duurzame Bikini Merken Ontdekken